


Alle producten
-
Gelaste Staalbuis
-
de buis van het precisiestaal
-
holle staalbuis
-
Naadloze Titaniumbuis
-
De Buis van de titaniumlegering
-
koudgetrokken naadloze staalbuis
-
Buizen van het precisie de Naadloze Staal
-
heldere ontharde buis
-
Dragende Staalbuis
-
De Buis van staalbundy
-
Automobielstaalbuizenstelsel
-
Warmtewisselaarbuis
-
holle stabilisatorbar
-
 matEen goede samenwerking!
matEen goede samenwerking! -
MauraHet kon professionele oplossingen voor toepassing van titaniumbuizen verstrekken, betrouwbare partner.
Contactpersoon :
Angela
Telefoonnummer :
86-512-58715276
whatsapp :
+8615895686919
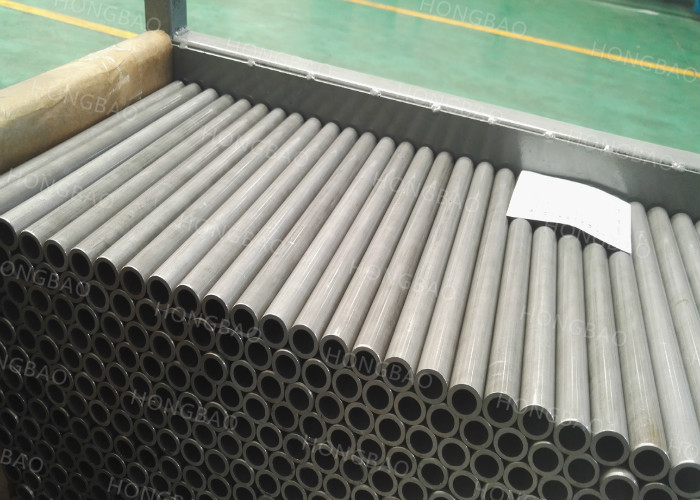
34MnB5 26MnB5 om Ontharde de Stabilisatorbar die van Cramshaft van de Staalbuis wordt gelast




| Plaats van herkomst | Jiangsu |
|---|---|
| Merknaam | Hongbao |
| Certificering | TS16949, ISo9001 |
| Modelnummer | Hbws-001 |
| Min. bestelaantal | 2MT |
| Prijs | Negotiable |
| Verpakking Details | Verpakking: Houten gevallen |
| Levertijd | Verhandelbaar |
| Levering vermogen | 800MT/MONTH |

Contacteer me voor vrije steekproeven en coupons.
whatsapp:0086 18588475571
wechat: 0086 18588475571
Skype: sales10@aixton.com
Als u om het even welke zorg hebt, verstrekken wij de online-Help van 24 uur.
xProductdetails
| Materiaal | 26MnB5 | Lengte | Willekeurige of vaste lengte |
|---|---|---|---|
| vorm | Ronde | Technisch | Naadloos of Gelast |
| Norm | En10305-1, en10305-2 enz. | Naam | lassen om buizenstelsel |
| Hoog licht | gelaste stalen buis,Koudgetrokken Gelaste Buizen |
||
Productomschrijving
34MnB5 26MnB5 om Ontharde de Stabilisatorbar die van Cramshaft van de Staalbuis wordt gelast
Het Koolstofstaal de ENGELSE Naadloze buis van 10305 E235, van E215, van E275 & E355-is ook genoemd geworden vloeistaalpijpen en tubes.EN 10305 Rang E235, 215, E355-Buizen zijn goedkope Laag Koolstofstaalbuizen met maximum 017% koolstofinhoud met combinatie van maximum 120% mangaan gemakkelijk zich te vormen en te vormen. Deze pijpen worden vervaardigd vanaf ENGELSE Specificatie en als Cs-pijpen of Mej.pijpen commercieel verwezen. De laag Koolstofstaalpijpen zijn niet zo hard zoals hig koolstofstaalpijpen, hoewel het carbureren zijn oppervlaktehardheid kan verhogen.
Om aan hun nauwkeurig toepassingsvereiste te voldoen, kunnen onze cliënten deze in verschillende afmetingen, grootte en specificaties helpen. Met betrekking tot nationale en internationale kwaliteit van grondstoffen, bieden wij ook deze pijpen in aangepaste grootte en dikten vanaf specifieke eisen door onze geachte cliënten aan aan markt belangrijke prijzen.
Producteigenschappen:
- Corrosiebestendig
- Nauwkeurige afmetingen
- Kan hoge druk & temperatuurlading ondersteunen
- Het roestbewijs eindigt
- Vlotte overgang van flensdikte naar pijp
- Verzeker uitstekende spanningsdistributie
Het Koolstofstaal de ENGELSE Naadloze buis van 10305 E235, van E215, van E275 & E355-is ook genoemd geworden vloeistaalpijpen en tubes.EN 10305 Rang E235, 215, E355-Buizen zijn goedkope Laag Koolstofstaalbuizen met maximum 017% koolstofinhoud met combinatie van maximum 120% mangaan gemakkelijk zich te vormen en te vormen. Deze pijpen worden vervaardigd vanaf ENGELSE Specificatie en als Cs-pijpen of Mej.pijpen commercieel verwezen. De laag Koolstofstaalpijpen zijn niet zo hard zoals hig koolstofstaalpijpen, hoewel het carbureren zijn oppervlaktehardheid kan verhogen.
Om aan hun nauwkeurig toepassingsvereiste te voldoen, kunnen onze cliënten deze in verschillende afmetingen, grootte en specificaties helpen. Met betrekking tot nationale en internationale kwaliteit van grondstoffen, bieden wij ook deze pijpen in aangepaste grootte en dikten vanaf specifieke eisen door onze geachte cliënten aan aan markt belangrijke prijzen.
Producteigenschappen:
- Corrosiebestendig
- Nauwkeurige afmetingen
- Kan hoge druk & temperatuurlading ondersteunen
- Het roestbewijs eindigt
- Vlotte overgang van flensdikte naar pijp
- Verzeker uitstekende spanningsdistributie
Standaardspecificatie:
| Afmeting/Norm: | ENGELSE 10305 E235, E215, E275 & E355 |
Materiaal & Rang:
| Koolstofstaal: Rang: WPB, WPBW, WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70 |
Staalkwaliteiten voor standaardprecisiebuizen
| EN 10305-1 | E215, E235, E255, E355, E410, 26MN5, 26MO2 C35E, C45E, 25CrMo4, 42CrMo4; 25CrMo4 Het merken van systeem voor staalkwaliteiten volgens EN |
| ASTM 519 SAE |
1008, 1010, 1012, 1015, 1016, 1017, 1018, 1019, 1020, 1021, 1022, 1025, 1026, 1030, 1035, 1040, 1045, 1050, 1518, 4130, 4140, 4142, 8617 |
| JIS G3445 | STKM11A, STKM12A, STKM12B, STKM12C, STKM13A, STKM13B, STKM13C, STKM14A, STKM14B, STKM14C, STKM15A, STKM15C, STKM16A, STKM16C, STKM17A, STKM17C, STKM18A, STKM18B, STKM18C, STKM19A, STKM19C, STKM20A |
Eerlijkheid van standaardprecisiebuizen
| De eerlijkheid van de buizen wordt beïnvloed door de mechanische eigenschappen van de buizen. Voor materiaal dat de strekgrens ReH 500 <> MPa heeft is de toelaatbare eerlijkheid voor de gehele lengte van de buis 0,0020 veelvoud van de buislengte, toegestaan eerlijkheid van één meter is 2 milimeters. |
Van de leveringsvoorwaarde en precisie buizenoppervlakte
| De precisiebuizen worden geleverd in voorwaarde die in de hieronder lijst wordt voorgesteld. Het merkt voor thermische verwerking volgens EN 10305-1. |
| +C | Koudgetrokken/hard. Na zich het laatste koude vormen geen thermische behandeling. |
| +LC | Koudgetrokken/zacht. Nadat de laatste thermische behandeling de koude tekening volgt is er een lichte het eindigen pas. |
| +SR | Ontharde koudgetrokken en verlicht spanning. Na het definitieve koude tekeningsproces zijn de buizen verlicht die spanning in een gecontroleerde atmosfeer wordt onthard. |
| +A | Onthard. Na het laatste koude tekeningsproces worden de buizen onthard in een gecontroleerde atmosfeer. |
| +N | Genormaliseerd. Na het laatste koude tekeningsproces worden de buizen onthard in een gecontroleerde atmosfeer. |
Chemische Samenstelling:
| Chemische samenstelling (gegoten analyse): | |||||||
| Staalkwaliteit | % door massa | ||||||
| Staalnaam | Staalaantal | C | Si | Mn | P | Sb | AI |
| max. | max. | max. | max. | max. | min. | ||
| E215 | 1.0212 | 0,10 | 0,05 | 0,70 | 0,025 | 0,025 | 0,025 |
| E235 | 1.0308 | 0,17 | 0,35 | 1.20 | 0,025 | 0,025 | - |
| E355C | 1.0580 | 0,22 | |||||
Leveringsvoorwaarden
koudgetrokken +C -/hard
koudgetrokken/zacht +LC -
koudgetrokken +SR - en verlichte spanning
onthard +A -
genormaliseerd +N -
Leveringsvoorwaarden:
| Benoeming | Symbool | Beschrijving |
| Gebeëindigde koude (hard) | BK | De buizen ondergaan geen thermische behandeling na zich het definitieve koude vormen en, dus, hebben een eerder hoge weerstand tegen misvorming. |
| Gebeëindigde koude (zacht) | BKW | De definitieve thermische behandeling wordt gevolgd door koude tekening implicerend beperkte misvorming. De aangewezen verdere verwerking staat een bepaalde graad van zich het koude vormen (b.v. het buigen, het uitbreiden zich) toe. |
| Gebeëindigd en spanning-verlichte koude | BKS | De thermische behandeling wordt toegepast na het laatste het koude vormen zich proces. Behoudens aangewezen verwerkingsvoorwaarden, beklemtoont de verhoging van het residu geïmpliceerd zowel tot op zekere hoogte het vormen als het machinaal bewerken toelaat zich. |
| Onthard | GBK | Het laatste het koude vormen zich proces wordt gevolgd door in een gecontroleerde atmosfeer te ontharden. |
| Genormaliseerd | NBK | Het laatste het koude vormen zich proces wordt gevolgd door boven het hogere transformatiepunt in een gecontroleerde atmosfeer te ontharden. |
Materiaal: E235, E355
Verschijning:
De interne en buitenoppervlakafwerking van de buizen zal van het productieproces en, indien van toepassing, de thermische behandeling typisch zijn, en het zal zijn dusdanig dat om het even welke oppervlakteonvolmaaktheden zoals randen, deuken of ondiepe groeven die vulling vereisen kunnen worden geïdentificeerd.
De oppervlakteonvolmaaktheden die op de gespecificeerde minimummuurdikte aantasten zullen als tekorten worden beschouwd en de buizen die deze bevatten zullen worden geacht niet om met dit deel van EN 10305 in overeenstemming te zijn.
De ruwheid van binnenoppervlakte is niet meer dan 4um in de leveringsvoorwaarden +C, +LC
De ruwheid van buitenoppervlakte is niet meer dan 4um in de leveringsvoorwaarden +SR, +A, +N, +C, +LC
Buis OD: 430mm, GEWICHT: 0.510mm
Oppervlaktebehandeling in levering: Geoli?de, zwarte phosphated, met een laag bedekt zink
Toepassing: automobiel, voertuig, de algemene techniekindustrieën.
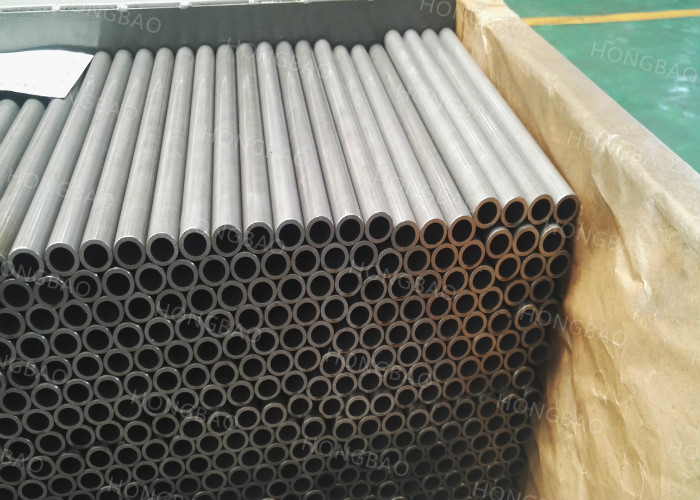
Elk die stuk van buis is hoge druk voor hoge netheid wordt gespoeld
Elk stuk buiseinden is gestopt met plastic kappen
Elk stuk van buis inkt-ink-marked met norm, grootte, voorwaarde
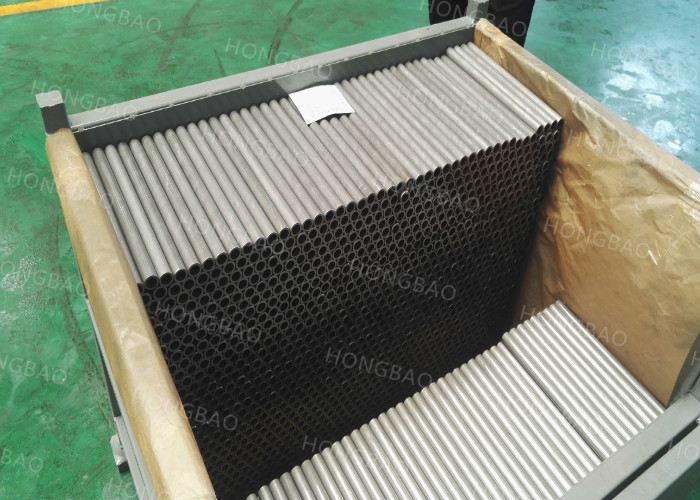
Houten gevalverpakking
Toepassingen: voor auto de industrie/machinesgebruik/de buis van de oliecilinder/motorfietsschokbreker/autoschokbreker/binnencilinder/telescopische cilinders/hefboom opheffend systeem/hydraulische cilinders
Verschijning:
De interne en buitenoppervlakafwerking van de buizen is vlot, terwijl de Lasnaad op de een of andere manier niet zichtbaar of tastbaar is.
De identiteitskaart-oppervlakte met ruwheid Ra≤4μm, de beste identiteitskaart-zachtheid konden wij Ra≤0.8μm bereiken
De binnenoppervlakte kan worden gemeten en worden gemeld als dit door de koper vóór Portugal wordt gevraagd.
Het leveren van Staalkwaliteit:
E155, E195, E235 E275, E355
Leveringsvoorwaarde:
+C, +LC, + SR, +A, +N
Productiemethode:
DOM, koudgetrokken ERW+
| Benoeming | Symbool | Beschrijving |
| Koudgetrokken/hard | +C | Zonder thermische verwerking, na het proces van koude tekening is geëindigd |
| Koudgetrokken/zacht | +LC | Na definitieve thermische verwerking, aangewezen tekening |
| Koudgetrokken en onthard | +SR | Na het definitieve koude tekeningsproces en de onthardende thermische verwerking in een gecontroleerde atmosfeer |
| Onthard | +A | Na het definitieve koude tekeningsproces, worden de pijpen onthard in een gecontroleerde atmosfeer |
| Genormaliseerd | +N | Na het definitieve koude tekeningsproces, zijn de pijpen genormaliseerd in een gecontroleerde atmosfeer |
Mechanische eigenschappen in kamertemperatuur
| Staalkwaliteit | Maximumwaarden afhankelijk van de leveringsvoorwaarde | |||||||||||
| +C | +LC | +SR | +A | +N | ||||||||
| Staalsymbool | Rmmpa | % | Rmmpa | % | Rmmpa | ReHmpa | % | Rmmpa | % | Rmmpa | ReHmpa | % |
| E155 | 400 | 6 | 350 | 10 | 350 | 245 | 18 | 260 | 28 | 270 doen 410 | 155 | 28 |
| E195 | 420 | 6 | 370 | 10 | 370 | 260 | 18 | 290 | 28 | 300 doen 440 | 195 | 28 |
| E235 | 490 | 6 | 440 | 10 | 440 | 325 | 14 | 315 | 25 | 340 doen 480 | 235 | 25 |
| E275 | 560 | 5 | 510 | 8 | 510 | 375 | 12 | 390 | 21 | 510 doen 550 | 275 | 21 |
| E355 | 640 | 4 | 590 | 6 | 590 | 435 | 10 | 450 | 22 | 490 doen 630 | 355 | 22 |
Chemische samenstelling (gietlepelanalyse)
| Staalkwaliteit | % van de massa | ||||
| Staalsymbool | Maximum C | Maximum Si | Maximum Mn | Maximum P | Maximum S |
| E155 | 0,11 | 0,35 | 0,70 | 0.025 | 0.025 |
| E195 | 0,15 | 0,35 | 0,70 | 0.025 | 0.025 |
| E235 | 0,17 | 0,35 | 1,20 | 0.025 | 0.025 |
| E275 | 0,21 | 0,35 | 1,40 | 0.025 | 0.025 |
| E355 | 0,22 | 0,35 | 1,60 | 0.025 | 0.025 |
DOM is een proces dat wordt toegepast op buizenstelsel nadat het aanvankelijk wordt geconstrueerd. Het is refferred aan Naadloos, kan het worden gezegd dat naadloze procesmethode op ERW-buizen doet, zodat zullen de buizen met hoge weerstand, hoogte - kwaliteit hebben. Het materiële vorme155 E195 E235 E275 E355 1020 1026 etc. .DOM buizenstelsel is algemeen gebruik in autodelen.
Staalkwaliteit en Chemische Samenstellingen
| Staalkwaliteit | C | Si | Mn | P | S | |
| Staalnaam | Staalaantal | maximum | maximum | maximum | maximum | maximum |
| E155 | 1.0033 | 0,11 | 0,35 | 0,70 | 0,025 | 0,025 |
| E195 | 1.0034 | 0,15 | 0,35 | 0,70 | 0,025 | 0,025 |
| E235 | 1.0308 | 0,17 | 0,35 | 1.20 | 0,025 | 0,025 |
| E275 | 1.0225 | 0,21 | 0,35 | 1.40 | 0,025 | 0,025 |
| E355 | 1.0580 | 0,22 | 0,35 | 1.60 | 0,025 | 0,025 |
wapen: treksterkte; ReH: hogere opbrengststerkte; A: verlenging na breuk
B 1Mpa=1N/mm2
c afhankelijk van de graad van het koude werk in de het eindigen pas de opbrengststerkte bijna kan zo hoog zijn zoals de treksterkte.
Voor berekeningsdoeleinden worden de volgende relaties geadviseerd:
voor leveringsvoorwaarde +C: ReH ≥0.8 Rm
voor leveringsvoorwaarde +LC: ReH ≥0.7 Rm
D voor berekeningsdoeleinden de volgende relatie wordt geadviseerd: ReH≥0.5Rm
Productieproces:
Het koude rollen door Koude pilgermachine en Koude rollende machine
Grootte: 20350mm
1. Norm:
En10305-2 de koudgetrokken Pijpen van het Precisie Naadloze Staal
2. Staalkwaliteit:
E155, E195, E235, E275, E355, andere materialen op overeenkomst met klanten.
3. Productiemethode:
Koudgetrokken op de gelaste staalbuizen, om hoge nauwkeurigheid op de OD en GEWICHTStolerantie te bereiken
4. Groottewaaier:
O.D.: 20350mm W.T.: 135mm L: max12000mm
5. Verpakking:
In Hexagonale Bundels, met antiroestoliebescherming, met zeewaardige verpakking
6. Lever voorwaarde:
1). +C geen thermische behandeling na het definitieve koude tekeningsproces
2). +LC na de definitieve thermische behandeling is er een geschikte tekeningspas
3). +SR na het definitieve koude tekeningsproces is er een spanning verlicht thermische behandeling in een gecontroleerde atmosfeer
4). +A nadat de definitieve koude tekening verwerkt worden de buizen onthard in een gecontroleerde atmosfeer
5). +N na de definitieve koude tekeningsverrichting zijn de buizen genormaliseerd in een gecontroleerde atmosfeer
Geadviseerde Producten
-
VIDEO
