


Alle producten
-
Gelaste Staalbuis
-
de buis van het precisiestaal
-
holle staalbuis
-
Naadloze Titaniumbuis
-
De Buis van de titaniumlegering
-
koudgetrokken naadloze staalbuis
-
Buizen van het precisie de Naadloze Staal
-
heldere ontharde buis
-
Dragende Staalbuis
-
De Buis van staalbundy
-
Automobielstaalbuizenstelsel
-
Warmtewisselaarbuis
-
holle stabilisatorbar
-
 matEen goede samenwerking!
matEen goede samenwerking! -
MauraHet kon professionele oplossingen voor toepassing van titaniumbuizen verstrekken, betrouwbare partner.
Contactpersoon :
Angela
Telefoonnummer :
86-512-58715276
whatsapp :
+8615895686919
Verbeterde de Buis Hoge Frequentie van het Precisiestaal voor Holle Stabilisatorbar



| Plaats van herkomst | China |
|---|---|
| Merknaam | HONGBAO |
| Certificering | TS16949, ISO9001, OHSAS18001 etc. |
| Modelnummer | Hbpst-1 |
| Min. bestelaantal | 1 ton |
| Prijs | Negotiable |
| Verpakking Details | Zeewaardige Houten doos, aangepaste Verpakking |
| Levertijd | 30-45 dagen |
| Levering vermogen | MT 60000 per Jaar |

Contacteer me voor vrije steekproeven en coupons.
whatsapp:0086 18588475571
wechat: 0086 18588475571
Skype: sales10@aixton.com
Als u om het even welke zorg hebt, verstrekken wij de online-Help van 24 uur.
xProductdetails
| Materiaal | 26MnB5,34MnB5 | standaard | En10305-2 |
|---|---|---|---|
| Vorm | Ronde | Techniek | Koudgetrokken |
| Oorsprong | Jiangsu, china | Vorm | Ronde |
| Hoog licht | gelaste stalen buis,Lassen om Buizenstelsel |
||
Productomschrijving
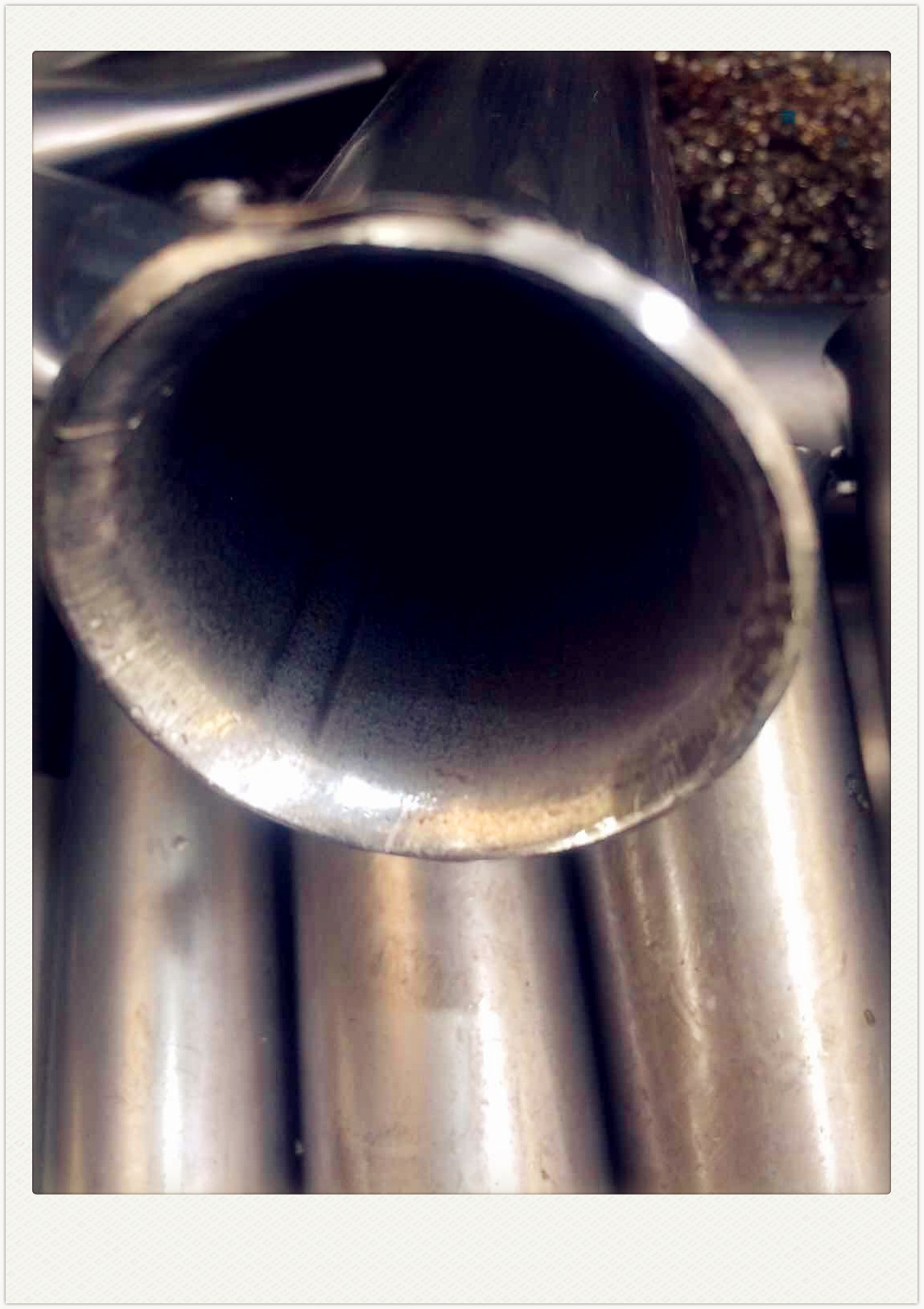
Van de de Stabilisatorbar van Tupe van het Percisionpijp Gelaste Staal Holle Norm en10305-2
Productieproces
De holle Buis van de Stabilisatorbar wordt geproduceerd door ERW (de elektrische weerstand laste buis) te trekken. Tijdens dit proces het rangschikken (muurdikte, binnen en buitendiameter), evenals de de lasintegriteit en oppervlakte eindigen is dicht - gecontroleerd om buis van de vereiste grootte en de mechanische bezitskenmerken te produceren.
Hoofddatum
| Materiaal | 34MnB5, 26MnB5 |
| OD | 1050mm |
| GEWICHT | 1.58mm |
| Norm | En10305-2 |
| Techniek | Koudgetrokken |
Typische Specificatie
| Nr. | Rang | Het lassen Typische Specificatie | Opbrengststerkte |
| 1 | 26MnB5 | Φ34×6 | 235~300Mpa |
| 2 | 34MnB5 | Φ28×5 | 285~360Mpa |
Toepassing:
Holle Stanilizer
Voordeel:
Hoogste klasse van lassenlijn: SG/76 verbeterde hoog-Nauwkeurige de Buisproductielijn van het Hoge Frequentielassen. De buis is van kleine buitendiameter (d) en dikke muurdikte (t): t/D≥0.2, en hoge grootteprecisie.
Lever voorwaarde:
| +C | Geen thermische behandeling na het definitieve koude tekeningsproces. |
| +N | Na de definitieve koude tekeningsverrichting zijn de buizen genormaliseerd in een gecontroleerde atmosfeer. |
Capaciteit
| Nr. | WeldingTypicalspecificatie |
Eenheidssnelheid (m/min) |
Werktijden (Uur) |
Capaciteit (Ton) |
Verhouding van Totale productie |
| 1 | Φ34×6 | 18 | 1211 | 11200 | 56% |
| 2 | Φ28×5.2 | 20 | 1522 | ||
| 3 | Φ38×4.5 | 28 | 883 | 5500 | 27.5% |
| 4 | Φ50.8×2.3 | 60 | 114 | 1130 | 5.6% |
| 5 | Φ55×3 | 50 | 190 | 2170 | 10.8% |
| Totaal | 3920 | 20000 | 100% |
Test:
De buizen zijn gecontroleerde 100% door Ultrasone test, Wervelstroomtest. Ook hebben wij ons eigen laboratorium om quility van materiaal en producten te controleren.
![]()
![]()
Geadviseerde Producten
-
VIDEO
